


Захватное устройство робота
Подробнее о продукте Изделие № P27 Наименование Захватное устройство робота Область применения Оборудование для фасовки и розлива Оборудование для обработки и контроля Токарный станок с ЧПУ (NC), проволочно-вырезной ста...

Преобразователь давления
Подробнее о продукте Изделие № P13 Наименование Преобразователь давления Область применения Приборы и контрольно-измерительные устройства Оборудование для обработки и контроля Токарный станок с ЧПУ (NC), Обрабатывающий ...

Базовый блок с соединительными каналами
Подробнее о продукте Изделие № P12 Наименование Базовый блок с соединительными каналами Область применения Оборудование для фасовки и розлива Оборудование для обработки и контроля 5-осевой вертикальный обрабатывающий це...

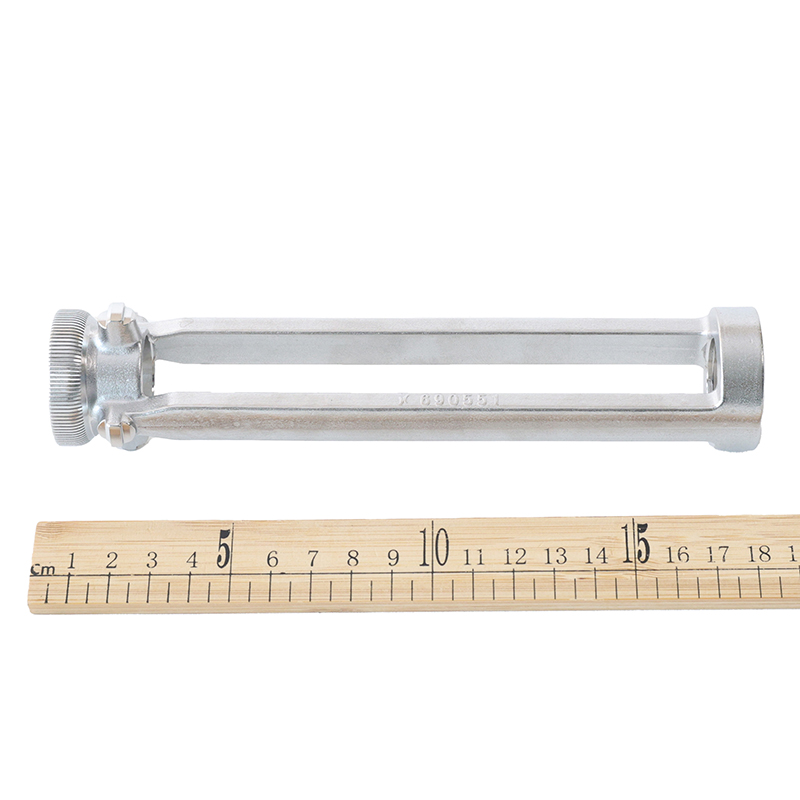
Монтажный узел подвески пресс-формы
Подробнее о продукте Изделие № P11 Наименование Монтажный узел подвески пресс-формы Область применения Оборудование для фасовки и розлива Оборудование для обработки и контроля 5-осевой горизонтальный обрабатывающий цент...

Сегмент кожуха
Подробнее о продукте Изделие № P02 Наименование Сегмент кожуха Область применения Газовые турбины Оборудование для обработки и контроля Токарно-карусельный станок, делительно-фрезерный станок 360°, 4-осевой обрабатывающ...

Направляющая лопатка компрессора
Подробнее о продукте Изделие № P01 Наименование Направляющая лопатка компрессора Область применения Компрессоры крупных коммерческих кондиционеров Оборудование для обработки и контроля 4-осевой обрабатывающий центр, 3D-...

Комплексный центр обработки фрезерования
Подробнее о продукте Имя устройства: Комплексный центр обработки фрезерования Тип оборудования: INTEGREX J-400 Модель системы: Mazatrol Matrix nexus 2 Производитель: ООО “Мазаки” П... 
Bертикальный центр обработки YSV-957
Подробнее о продукте Имя устройства вертикальный центр обработки Тип оборудования YSV-957 Модель системы FANUC 0i-MF Plus Производитель Сямынь янсен чпу Проекты Спецификация Единицы измер... 
Горизонтальный обрабатывающий центр
Подробнее о продукте Имя устройства Горизонтальный обрабатывающий центр Тип оборудования MAKINO A81m Модель системы Professional 5/FANUC 310i-A Производитель Мацуно – фрезерный станкостроительный... 
Bертикальный пятиосный исследовательский инженерный ВВС им. Арнольда обработки
Подробнее о продукте Имя устройства вертикальный пятиосный исследовательский инженерный ВВС им. Арнольда обработки Тип оборудования DMU50 DECKEL MAHO Модель системы Siemens 840D Производитель Компания ... 
Bертикальный пятиосный обрабатывающий центр
Подробнее о продукте Имя устройства вертикальный пятиосный обрабатывающий центр Тип оборудования DMU65 monoBLOCK Модель системы Гейдхэм iTNC530 Производитель ЭВМ Демаджисона Проекты Специфи... 
Центр обработки лунмэнь
Подробнее о продукте Имя устройства Центр обработки лунмэнь Тип оборудования VS1000/50/2050 Модель системы FANUC 18i-MB Производитель Мори сэндвич корпорейшн Проекты Спецификация Единицы и... Наши новости

27
05/2026литье в песчаные формы
<Оглавление> 1.Принцип 2.Обзор основных процессов 3.Ключевые моменты контроля качества 1 Принцип литья в песчаные формы : Литье в песчаные формы — это метод литья, при котором отливки изготавливаются в песчаных формах. С помощью литья в песчаные формы можно получать отливки из стали, чугуна и большинства цветных сплавов. Благодаря низкой стоимости и доступности формовочных материалов, а также простоте изготовления форм, этот метод подходит для производства единичных изделий, серийного и массового производства. Преимущества литья в песчаные формы заключаются в его гибкости и адаптивности. Он позволяет производить отливки различных форм, размеров и сложности, не ограничиваясь типом сплава. Кроме того, формовочные материалы широко доступны, цикл подготовки производства короткий, а стоимость низкая; поэтому это наиболее распространенный метод в литейном производстве . В литье в песчаные формы основными используемыми сырьевыми материалами являются формовочные и стержневые материалы. К ним относятся литейный песок, формовочные связующие и другие вспомогательные материалы, а также формовочный песок, стержневой песок и покрытия, приготовленные из них, которые в совокупности называются формовочными материалами. Задача подготовки формовочных материалов включает в себя выбор подходящего сырья — песка, связующих и вспомогательных материалов — в соответствии с требованиями литья и свойствами металла, а затем их смешивание в пропорциях для получения формовочного и стержневого песка с соответствующими свойствами. Обычно используемое оборудование для смешивания песка включает в себя роликовые смесители, противоточные смесители и непрерывные смесители. Последние предназначены для смешивания химически самотвердеющего песка и обеспечивают непрерывное смешивание на высокой скорости. По данным производителей стержневых связующих, литье в песчаные формы — это один из видов литья. Форма, используемая при литье в песчаные формы, обычно состоит из внешней песчаной формы и стержня. Поскольку используемые в литье в песчаные формы формовочные материалы недороги и легкодоступны, а изготовление формы просто, этот метод позволяет производить как единичные изделия, так и партии и массовое производство отливок. Долгое время это был основной процесс в литейном производстве. 2 Процесс литья в песчаные формы : 2-1 Изготовление формы: Первый этап литья в песчаные формы — создание формы для отливки. В процессах литья в одноразовые формы этот этап необходимо выполнять для каждой отливки. Песчаная форма формируется путем заполнения каждой половины формы песком. Песок окружает модель, которая является копией формы отливки. Любые внутренние элементы отливки, которые не могут быть сформированы с помощью модели, формируются с помощью отдельного стержня из песка до формирования формы. 2-2 Зажим: После изготовления формы необходимо подготовиться к заливке расплавленного металла. Сначала смажьте поверхности полости формы, чтобы облегчить извлечение отливки. Затем установите стержень, закройте половину формы и надежно зажмите их вместе. 2-3 Заливка: Расплавленный металл поддерживается при заданной температуре в печи. После зажима формы расплавленный металл можно загрузить из емкости в печи и залить в форму. Заливка может производиться вручную или с помощью автоматизированного оборудования. Время заполнения очень короткое, чтобы предотвратить преждевременное затвердевание какой-либо части металла. 2-4 Охлаждение: Расплавленный металл, впрыскиваемый в форму, начинает охлаждаться и затвердевать, как только попадает в полость. Когда вся полость заполнена и расплавленный металл затвердел, формируется окончательная форма отливки. Форму нельзя открывать до истечения времени охлаждения. Большинство возможных дефектов являются результатом процесса затвердевания. Если часть расплавленного металла охлаждается слишком быстро, деталь может иметь усадку, трещины или неполные участки. 2-5 Удаление песка: После удаления затвердевшей отливки на поверхности могут остаться слои песка и оксидов. Для удаления остатков песка, особенно на внутренних поверхностях, и уменьшения шероховатости поверхности иногда используется дробеструйная обработка. 3 Ключевые моменты контроля качества 3-1. Контролируйте интенсивность и время удаления песка, чтобы избежать повреждения отливки; 3-2. При очистке поверхности отливок следует соблюдать осторожность, чтобы сохранить точность размеров и качество поверхности отливок ; 3-3 . Контроль качества: Для всесторонней проверки внешнего вида, внутренних дефектов и механических свойств отливок используются различные методы, включая визуальный осмотр, неразрушающий контроль (например, ультразвуковой контроль и магнитопорошковый контроль) и проверку механических свойств.

12
05/2026гидроабразивная резка
<Оглавление> Определение гидроабразивной резки Обзор основных процессов Основные области применения Преимущества по сравнению с лазерной резкой 1 Гидроабразивная резка работает за счет создания сверхвысокого давления воды (обычно выше 300 МПа) для образования высокоскоростной струи воды, которая в сочетании с абразивными частицами может резать различные материалы. Высокоскоростная струя воды выбрасывается из тонкого сопла, преобразуя энергию давления в кинетическую энергию, образуя струю, движущуюся со скоростью в 2-3 раза превышающей скорость звука . Эта кинетическая энергия воздействует на заготовку и разрушает ее, обеспечивая резку и придание формы. Гидроабразивная резка, также известная как резка водой, позволяет произвольно формировать заготовки под управлением компьютера и в меньшей степени зависит от текстуры материала. Благодаря низкой стоимости, простоте эксплуатации и высокой производительности, гидроабразивная резка постепенно становится основным методом резки в промышленной технологии резки. К материалам, которые можно резать, относятся мрамор, стекло, керамика, композитные материалы, металлы и многое другое. Ниже представлены несколько изображений процесса гидроабразивной резки различных материалов: Круглая сталь Стальная плита мрамор 2.Основные процессы Энергия, необходимая для резки, генерируется путем создания давления в воде с помощью повышающего насоса . Затем отжатая вода собирается через небольшое отверстие в сапфире, создавая мощный режущий поток. Технология гидроабразивной резки обладает такими преимуществами, как высокая точность, низкий уровень шума и отсутствие загрязнения окружающей среды, и широко используется в автомобильной, аэрокосмической, обрабатывающей и строительной отраслях. Кроме того, благодаря своей безопасности, он также подходит для резки легковоспламеняющихся и взрывоопасных материалов, таких как нефтяные бочки, списанные снаряды и бомбы, в ситуациях, когда лазерная резка невозможна. (1)Резка чистой водой: подходит для мягких материалов, таких как бумага, губка и волокна, с размером реза приблизительно 0,1-1,1 мм. (2)Абразивная резка: При смешивании с абразивами, такими как гранат и корунд, она может резать твердые материалы, такие как металл, камень и композитные материалы, обеспечивая толщину реза приблизительно 0,8-1,8 мм. Ниже представлены реальные фотографии разобранного заброшенного нефтяного танкера: 3.Основные области применения: Технология гидроабразивной резки широко используется во многих отраслях промышленности. Ниже приведены некоторые примеры ее применения: 3-1 Стекольная промышленность : Гидроабразивная резка позволяет точно резать цветное стекло, такое как фартуки для кухни и ванной, мозаика и абажуры, а также безрамные перегородки и многослойное стекло. Она также может обрабатывать пуленепробиваемое стекло и инкрустированное стекло. 3-2 Металлообрабатывающая промышленность : Гидроабразивная резка позволяет точно резать металлические материалы без образования зон термического воздействия, обеспечивая гладкость и точность кромок и снижая необходимость в дополнительной обработке. Гидроабразивная резка обычно позволяет получать металл толщиной 50 мм и более, с чистотой поверхности 1,6 мкм и точностью резки ±0,10 мм, что делает её подходящей для прецизионной формовки и резки. 3-3. Обработка камня : гидроабразивная резка используется для резки напольных и настенных вставок, ступеней на заказ, кромочной плитки, кухонных и ванных столешниц, обеспечивая чистоту и эстетичность камня. 3-4 Автомобильная промышленность : Водоструйная резка используется для резки таких материалов, как шторы для спальных мест грузовиков, бамперы, боковые балки из стекловолокна, соединители и пенопласт. 3-5 Аэрокосмическая промышленность : Станки для гидроабразивной резки, благодаря возможности резки без нагрева и с высокой точностью, стали предпочтительным инструментом в этой отрасли. Они широко используются для резки деталей двигателей, панелей внутренней отделки салона, алюминиевых деталей фюзеляжа и фюзеляжей из титановых сплавов военных самолетов. 3-6 Пищевая промышленность : Станки для гидроабразивной резки позволяют точно нарезать различные пищевые материалы, такие как ломтики овощей, куриные наггетсы, замороженную рыбу и другие виды мяса, не повреждая текстуру и вкус продуктов, тем самым повышая эффективность и гигиенические стандарты пищевой промышленности. 3-7 Электронная промышленность : Станки для гидроабразивной резки широко используются для резки и обработки печатных плат, корпусов электронных устройств и кабелей. 3-8 Нефтехимическая отрасль : Подходит для безопасного технического обслуживания и демонтажа наземных и морских топливо- и газопроводов, резервуаров для хранения, а также легковоспламеняющегося и взрывоопасного оборудования на химических заводах. Использование портативных водоструйных аппаратов не только повышает безопасность эксплуатации, но и позволяет экономить средства. В заключение следует отметить, что гидроабразивная резка широко используется во многих отраслях промышленности благодаря таким преимуществам, как высокая эффективность, точность и экологичность. Гидроабразивная резка имеет следующие преимущества по сравнению с традиционной лазерной резкой : 4-1 Низкая стоимость : гидроабразивная резка дешевле лазерной. Толщина резки 4-2 : Гидроабразивная резка позволяет резать стальные пластины толщиной более 20 см, а ее проникающая способность значительно превосходит лазерную резку. 4-3 Меньше загрязнения : Лазерная резка или другие методы резки приводят к испарению обрабатываемого материала в воздух, образуя запахи или токсичные газы. Водоструйная резка, напротив, использует воздействие потока воды для смешивания загрязняющих веществ с водой, предотвращая их выброс в воздух. Поэтому водоструйная резка является относительно экологичным и безопасным методом резки. (4-4 дюйма) позволяет резать практически все , в то время как лазерная резка не подходит для светоотражающих материалов или особо чувствительных предметов (легковоспламеняющихся, взрывоопасных и т. д.). 4-5. Это не изменит текстуру : резка водой относится к физическим методам резки, тогда как лазерная резка при высокой температуре вызывает образование оксидного слоя или усадку из-за нагрева. 4-6. Отсутствие ограничений по материалу : гидроабразивная резка позволяет резать любые материалы (включая светоотражающие материалы, композитные материалы, чувствительные материалы и т. д., которые лазеры не могут или с трудом резают , например, камень, сплавы и т. д.). 4-7 Отсутствие термической деформации : Гидроабразивная резка не вызывает термической деформации и обеспечивает высокую точность резки. имеет преимущества с точки зрения стоимости, толщины резки, экологичности, диапазона применяемых материалов и точности .

12
04/2026Высокотемпературная пайка
<Оглавление> 1.Принцип пайки 2.Процесс пайки 3.Контроль качества паяных изделий 1.Принцип: Пайка — это метод сварки, при котором жидкий припой заполняет зазор между поверхностями свариваемых металлов, образуя прочное соединение. Процесс должен соответствовать двум основным условиям: ① Жидкий припой должен смачивать припой и плотно заполнять все зазоры; ② Жидкий припой вступает в необходимые физические и химические реакции с припоем для образования прочного межметаллического соединения. 2.Классификация пайки: 2-1 Классификация по температуре плавления припоя <450°C Мягкая пайка Пайка при температуре ≥450°C 2-2 В зависимости от температуры пайки Высокотемпературная пайка, среднетемпературная пайка, низкотемпературная пайка Температуры пайки выше 800°C обычно считаются высокотемпературной пайкой; от 550°C до 800°C — среднетемпературной пайкой; а ниже 500°C — низкотемпературной пайкой. 2-3 Классификация по типу источника тепла Пайка пламенем, пайка паяльником, печная пайка, индукционная пайка, контактная пайка В данной статье основное внимание уделяется высокотемпературной пайке. 3.Процесс пайки: Пайка — это метод сварки, соединяющий две или более металлических деталей. Этот процесс включает в себя несколько этапов, и основные ключевые моменты следующие: Обратитесь к следующей схеме процесса пайки: 3-1 Предварительная подготовка : Очистите рабочее место и убедитесь в отсутствии препятствий . 3-2 Выбор и контроль материалов : Выберите пластины и припои, соответствующие требованиям проекта, и проведите визуальный осмотр, измерение размеров, анализ химического состава и т. д. 3-3 Осмотр и отладка оборудования : Проведите всесторонний осмотр паяльного оборудования, включая источник питания, систему управления, нагревательные элементы и т. д., чтобы убедиться в исправности оборудования и выполнить необходимую отладку ; 3-4 Предварительная обработка пластин : очистка, обезжиривание и удаление ржавчины с пластин для удаления поверхностных загрязнений и улучшения качества паяных соединений ; 3-5 Подготовка припоев : Подготовьте необходимое количество припоев, таких как припой и флюс, в соответствии с требованиями процесса, и убедитесь, что они имеют надлежащее качество и хорошо сочетаются с основным материалом ; 3-6 Сборка и позиционирование : Соберите панели в соответствии с проектными требованиями, обеспечив точное расположение стыков и соответствующие зазоры, а также используйте зажимы и позиционирующие устройства для обеспечения устойчивости и точности сборки ; 3-7 Определение параметров процесса : Исходя из свойств припоя, толщины пластины и требований к сварке, определите соответствующие параметры, такие как температура сварки, время выдержки и скорость охлаждения. Основными параметрами процесса пайки являются температура пайки и время выдержки. Температура пайки обычно выбирается на 25-60° выше температуры ликвидуса припоя, чтобы обеспечить заполнение зазора припоем. Кроме того, время выдержки при пайке зависит от размера заготовки и интенсивности взаимодействия припоя с основным металлом: для более крупных деталей требуется более длительное время выдержки для обеспечения равномерного нагрева; для деталей с сильным взаимодействием припоя с основным металлом требуется более короткое время выдержки. В целом, определенное время выдержки необходимо для обеспечения диффузии припоя и основного металла и образования прочного соединения, но чрезмерно длительное время выдержки приведет к дефектам, таким как расплавление. 3-8. Контроль процесса сварки : Строго контролировать такие параметры, как температура сварки, скорость нагрева и скорость охлаждения, наблюдать за изменениями в сварном шве и своевременно вносить корректировки для предотвращения дефектов сварки. Фотографии основного паяльного оборудования (паяльной печи): 4.ключевых пункта контроля качества 4-1 Контроль и оценка качества : Проведение визуального осмотра, измерения размеров и испытаний механических свойств сварных изделий для оценки их соответствия проектным и эксплуатационным требованиям. 4-2. Устранение и ремонт дефектов : При обнаружении дефектов сварки следует выбирать соответствующие методы устранения в зависимости от типа и степени тяжести дефектов, такие как шлифовка или ремонтная сварка, чтобы обеспечить соответствие требованиям качества после обработки. 4-3 Последующая обработка и техническое обслуживание : После пайки сварочные швы и другие компоненты следует очистить и удалить шлак. 4-4 Безопасность и защита : На протяжении всего процесса пайки строго соблюдайте правила техники безопасности и принимайте необходимые защитные меры, такие как ношение защитных очков и перчаток.





